Machined Surface Topography Investigation in Turning of Titanium Alloy (Ti-6al-4v) Using Steam as A Coolant
Afaqahmed M. Jamadar1, Vilas Shinde2, Muhammedumar M. Jamadar3 and Javed Kazi1
1Anjuman-I-Islam’s AIKTC, School of Engineering, Panvel.
2Amety School of Engineering and Technology, Amity University Mumbai, Panvel.
3Theem College of Engineering, Boisar.
DOI : http://dx.doi.org/10.13005/msri/120203
Article Publishing History
Article Received on : 25 Apr 2015
Article Accepted on : 10 Oct 2015
Article Published : 07 Oct 2015
Plagiarism Check: Yes
Article Metrics
ABSTRACT:
In today’s highly competitive world where most businesses focus on cost and quality, organizations with efficient and effective machining are able to stand out with inherent competitive advantages.The attainment of high quality, in terms of dimensional accuracy, surface finish, high production rate and cost saving, with a reduced environmental effect is mostly concentrated by modern machining industries. Such goals are strongly affected by numerous fundamentals among unique of them is the cooling lubricants. The machinability with coolant in turning operation with flood coolant, MQL and cryogenic cooling and it is perceived that surface finish, cutting forces, chip formation and tool wear are all affected with the type of coolant, cutting speed, depth of cut and feed rate have examined by plenty of authors. The steam as a coolant has been selected to discover the machinability of titanium alloy with the introduction of environmental friendly coolant because very little analysis in steam as coolant is present in the literature.
KEYWORDS:
Flood coolant; Cryogenic cooling; Environmental friendly coolant and Topography
Copy the following to cite this article:
Jamadar A. M, Shinde V, Jamadar M. M, Kazi J. Machined Surface Topography Investigation in Turning of Titanium Alloy (Ti-6al-4v) Using Steam as A Coolant. Mat.Sci.Res.India;12(2)
|
Copy the following to cite this URL:
Jamadar A. M, Shinde V, Jamadar M. M, Kazi J. Machined Surface Topography Investigation in Turning of Titanium Alloy (Ti-6al-4v) Using Steam as A Coolant. Mat.Sci.Res.India;12(2). Available from: http://www.materialsciencejournal.org/?p=3680
|
Introduction
Surface topography is the representation of geometric as well as functional features of the surfaces produced. Due to machining or metal working process assessment of surface topography comprises measurement of surface roughness which gives idea about the smoothness of the surface and the examination of the surface alterations. Surface alterations are fundamentally damage or flaws which are produced when the machining conditions abusive, which grounds severe thermo-mechanical deformation of the layer underneath the mechanical surface. In this chapter, surface topography is assessed wherein surface roughness is statistically analyzed and surface damages are examined using scanning electron microscopy. The analysis of the experimental data to determine the result of cutting velocity with feed rate on surface topography existselucidated in this paper.
Analysis of Surface Roughness
On the basis of experiments the machined surface roughness is measured by the surface roughness tester for each sample at six positions on the circumference. The average of those six values was considered for the analysis. And statistical analysis of the surface roughness parameters with respect to cutting speed and feedrate remains discussed using main effect plots and analysis of variance. Table 1 shows the Ra values of the nine machined samples with the particular conditions.
Table 1: Surface roughness values at different machining conditions in machining of Ti-6Al-4V alloy.
|
Expt.
No.
|
Machining condition
|
Surface roughness Ra (µm)
|
|
Cutting speed (m/min)
|
Feedrate (mm/rev)
|
|
1
|
60
|
0.08
|
0.267
|
|
2
|
60
|
0.16
|
0.990
|
|
3
|
60
|
0.32
|
2.430
|
|
4
|
120
|
0.08
|
0.470
|
|
5
|
120
|
0.16
|
0.090
|
|
6
|
120
|
0.32
|
2.448
|
|
7
|
180
|
0.08
|
0.428
|
|
8
|
180
|
0.16
|
1.135
|
|
9
|
180
|
0.32
|
1.998
|
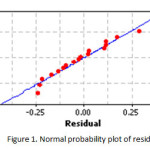
It can be observed from the normal probability plot of residuals (Figure 1) that, the residuals are normally distributed except first and last observations all other points are lying very close to the line.
Figure 1: Normal probability plot of residuals
Effect of Cutting Speed on Surface Roughness
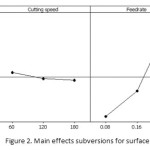
The cutting speed effect on the surface roughness is examined statistically using main effect plots (see Figure 2). It is perceived from Figure 2 that surface roughness values at different cutting speeds is slightly changes. But there is a significant change in surface roughness at different feed rates. It is observed that the machined surface produced at 60 m/min cutting speed has higher values of surface roughness according to main effects plot. Though further escalation in the cutting speed to 120 m/min to 180 m/min causes little surface roughness decreases. This tendency leads to thermal softening and consequent reshuffle of the machined surface layer due to the increase in the machining temperature. Therefore the machined surface shows lower roughness causes due to less changes on the surface. At 0.08 mm/rev feed rate, surface roughness is very less and it rises with an increase in the feedrate. The surfaces show more alterations due to higher cross sectional area that involves in deformation and hence higher surface roughness is due to higher deformation of the machined surface layer.
Figure 2: Main effects subversions for surface roughness
Interaction between Feedrate and Cutting Speed
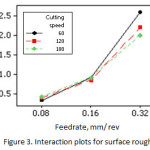
It has been seen from the interactions plot that by changing the cutting speeds at lower feed rate of 0.08 mm/rev, the change in surface roughness is almost negligible. But at higher feed rate 0.32 mm/rev, there is a moderate change in the surface roughness when the cutting speed rises from 60 to 180 m/min. again similar decrease in the surface roughness is found.
Figure 3: Interaction plots for surface roughness
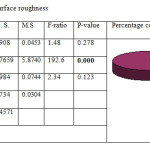
Surface Roughness ANOVA (Analysis of Variance)
It is seen form the ANOVA in Table 2 that the feedrate has significance at 95% confidence level.
Table 2: ANOVA for Surface roughness
Conclusions
In this research work the major conclusions have been arrived based on the analysis of surface topography. Based on the measurement of the surface roughness and SEM examination the following conclusions are drawn.
- It is perceived that the machined surface generated higher values of surface roughness at 60 m/min. Though auxiliary increase in the cutting speed up to 120 m/min to again at 180 m/min causes slight decrease in the surface roughness. This tendency influence due to the rise in the machining temperature, which causes thermal softening and resulting reshuffle of the machined surface layer. Therefore the machined surface indorses lower roughness is due to less errors on the sample surface.
- A variety of alterations/defects are formed in machining of Ti-6Al-4V. It is detected that the cutting speed and feedrate are the prominent limits, which influences the occurrence and magnitude of these defects on machined surfaces of Ti-6Al-4V.
- The outcome of feedrate on surface roughness shows that surface roughness is very fewer and it increasing with an increase in the federate at 0.08 mm/rev. It is due to higher cross sectional area that involves in deformation and thus surfaces appearance having more variations.
References
- Study on lubricating characteristic and tool wear with water vapor as coolant and lubricant in green cutting, Wear 262 (2007) 442-452, Junyan Liu, Rongdi Han, Li Zhang, Hongbin Guo.
CrossRef
- Machining of aerospace titanium alloys, Robotics and Computer Integrated Manufacturing 17 (2001) 99-106, Farhad Nabhani.
CrossRef
- Tool performance and attainable surface quality during the machining of aerospace alloys using self-propelled rotary tools, Journal of Materials Processing Technology,152 (2004) 266-271, H.A. Kishawy, C.E. Becze, D.G. McIntosh,
- Research on experiments and action mechanism with water vapor as coolant and lubricant in Green cutting, International Journal of Machine Tools & Manufacture, 45 (2005) 687-694, Junyan Liu, Rongdi Han, Yongfeng Sun.
- Evaluation of the performance of CBN tools when turning Ti-6Al-4V alloy with high pressure coolant supplies, International Journal of Machine Tools & Manufacture, 45 (2005) 1009-1014.
CrossRef
- Titanium alloys and their machinability- review, Journal of Materials Processing Technology, 68 (1997) 262-272, E.O. Ezugwu, Z.M. Wang, E.O. Ezugwu, Rosemar B. Da Silva, J Bonney, A.R.
CrossRef
- Optimization of titanium alloy (6Al-4V) machining, Journal of Materials Processing Technology,143-144 (2003) 458-463, Machado, M.V. Ribeiro, M.R.V. Moreira, J.R. Ferreira,
- The performance of CBN tools in the machining of titanium alloys, Journal of Materials Processing Technology, 100 (2000) 80-86, Z.A. Zoya, R. Krishnamurthy,
- Evaluation of carbide grades and a new cutting geometry for machining titanium alloys, Wear, 92 (1983) 113-123, R. Komanfuri and w. R. Reed, Jr.
- New observations of the mechanism of chip formation when machining titanium alloys, Wear69 (1981) 179-188, R. Komanfuri.
- Surface integrity of finished turned Ti-6Al-4V alloy with PCD tools using conventional and high pressure coolant supplies, International Journal of Machine Tools & Manufacture,47 (2007) 884-891, Emmanuel O. Ezugwu, John Bonney, Rosemar B. Da Silva, O.Cakir.
CrossRef
- Observations on chip formation and acoustic emission in machining Ti-6Al-4V alloy, International Journal of Machine Tools & Manufacture,41 (2001) 1055-1070, J. Barry, G. Byrne, D. Lennon.
CrossRef
- Some metallurgical aspects of chip formation in cutting Ti-6wt.%Al-4wt.%V alloy, Materials Science and Engineering,A190(1995) 173-180, A. E. Bayoumi, J. Q. Xie.
CrossRef
- Prediction of chip morphology and segmentation during the machining of titanium alloys, Journal of Materials Processing Technology, 150(2004) 124-133, Jiang Hua, Rajiv Shivpuri.
CrossRef
- Tool life and surface integrity in turning titanium alloy, Journal of Materials Processing Technology, 118 (2001) 231-237, C.H. Che-haron.
CrossRef

This work is licensed under a Creative Commons Attribution 4.0 International License.