Moinuddin Sarker * and Mohammad Mamunor Rashid
Natural State Research, Inc., Department of Research and Development, 37 Brown House Road (2nd Floor), Stamford, CT-06902, USA.
Article Publishing History
Article Received on : 10 Jun 2013
Article Accepted on : 09 Mar 2013
Article Published :
Plagiarism Check: No
Article Metrics
ABSTRACT:
Polystyrene, polypropylene and polyethylene terephthalate mixture into fuel recover experiment was performing into laboratory scale. Batch process experiment was setup under labconco fume hood without vacuum system. Experimental purpose total waste plastics was use 100 gm and sample ration was PP 40g, PS 40 g and PETE 20 g by weight. Product fuel density is 0.79 g/ml and fuel color is light yellow. PP, PS and PETE mixture to fuel conversion rate was 78%. Product fuel was analysis by GC/MS and compounds range obtain C3 to C24 including aromatic, aliphatic, oxygen content, halogen content, alcoholic and nitrogen content. Product fuel can use as a heating fuel and its can run combustion engines or feed for refinery process.
KEYWORDS:
Polypropylene; Polystyrene; Polyethylene terephthalate; Fuel; Waste plastics
Copy the following to cite this article:
Sarker M, Rashid M. M. PP, PETE and PS Waste Plastics Mixture into Fuel. Mat.Sci.Res.India;10(1)
|
Introduction
Disposal of waste polymers is a major environmental problem. Because they are not easily biodegraded and because of their low weight-to volume ratios, plastics are not appropriate candidates for landfill.1,2 Burning plastics contributes to air pollution. Some plastic wastes can be recycled or used in secondary and tertiary conversion schemes. Secondary recycling is generally defined as reconversion of plastic into monomers and/ or other direct building blocks, while tertiary recycling is defined as conversion to fuels or chemicals.3-4 Waste commodity plastics such as low-(LPDE) and high- (HDPE) density polyethylene, poly(ethylene terephthalate) (PET), polystyrene (PS), and poly(vinyl chloride) (PVC) have a high hydrogento- carbon ratios and molecular chain structures suitable for direct liquefaction, which is a potential disposal option.5-9 The products produced could be upgraded to transportation fuels. The desire to produce highly isomerized alkanes for high-octane transportation fuels has led to the use of bifunctional catalysts containing dispersed transition metals on acidic supports for alkane hydrocracking.10 Bifunctional catalysts consisting of hydrogenation components such as sulfided Ni, Mo, or W promoted on acidic supports such as Al2O3 or SiO2-Al2O3 have been used; they crack n-alkanes to a significant extent but result in little isomerization.11-13 Noble metals, such as Pt and Pd, are strong hydrogenation catalysts which balance the acidity of supports and were reported14,15 to result in high selectivities to isomerized products in alkane hydrocracking. Weitkamp16 indicated that the amounts of isomerized and normal alkanes formed in n-alkane hydrocracking depend on the relative strengths of the metal and acidic functions. Over the past two decades, a variety of Pt-promoted zeolites have been used as n-alkane hydrocracking catalysts and have shown good selectivity to isoalkanes and increased resistance to heteroatom impurities.17-20 The hydrocracking process, which basically converts high-boiling molecules into more desirable lower molecular weight products with low olefin and high iso/ normal paraffin yields by simultaneous or sequential hydrogenation and carbon bond breaking, is not only an important process used in modern oil refineries but also one of the most promising processes for conversion of waste plastic. Some processes seek to effect complete depolymerization to the monomer, and there is some success with these processes, especially with polyethylene terephthalate (PET). Most polymers, however, will give a mixture of products that must undergo extensive separation to recover a monomer stream, and the depolymerization of postconsumer commingled (mixed) waste plastics to pure monomers does not appear feasible. Thus, other processes for dealing with commingled waste plastics have been proposed including pyrolysis21-26 gasification,27 and catalytic coliquifaction.28 In a pyrolysis type process, such as the Conrad process23, 24 shredded mixed plastics are heated in the absence of oxygen and depolymerized back into liquids (70-80%) and gases (5-10%). The gases are burned in the process to provide heat needed for the depolymerization and pyrolysis.29 Chemical recycling of plastic wastes includes a number of processes and technologies directed toward their conversion into the raw monomers or valuable feedstocks, which are viewed as very promising alternatives.30 Most of the petrochemical companies are involved in a variety of research projects for the development of chemical routes of plastic recycling.31-33 For condensation polymers, such as polyesters, polyamides, and polyurethanes, the starting monomers can be recovered by hydrolysis, methanolysis, and glycolysis. On the contrary, addition polymers such as polyolefins need stronger thermal or catalytic treatments to be converted back into hydrocarbon mixtures useful as fuels or petrochemical feedstocks.34-35 The United States is heavily dependent on liquid fuels, such as gasoline, diesel, and jet fuel. The present demand for these fuels far exceeds domestic petroleum production capacity, and over one-half of them are imported. Meanwhile, the rapidly increasing use of plastic products results in a severe waste plastic disposal problem.36-38 Converting waste plastic into liquid fuels would not only supplement U.S. energy supplies but could also mitigate environmental disposal problems.39-41
Materials And Method
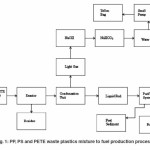
Polypropylene, polystyrene and polyethylene terephthalate waste plastics were collected from Natural State Research kitchen section. These plastics come from restaurant with food and after use this plastics become a waste plastics. Collected waste plastics wash and dried and cut into small pieces with scissor by manually. PP, PS and PETE waste plastics was hard shape and color was transparent, red and transparent. Polypropylene plastic chemical structure is C3H6 and from this chemical structure carbon and hydrogen percentages are 85.71% and 14.29 %. Polystyrene plastic chemical structure is C8H8 and from this chemical structure carbon and hydrogen percentage are 92.30% and 7.70 %. PETE plastic has carbon, hydrogen and oxygen PETE chemical structure is C10H8O4 and from this structure carbon, hydrogen and oxygen percentage are 62.5%, 4.16% and 33.34%. PP, PS and PETE waste plastics chemical structure to calculate that PETE plastic has high percentage of Oxygen and this oxygen cannot convert into liquid fuel. PP plastic has carbon hydrogen with methyl group, PS plastic has carbon hydrogen with benzene group and PETE has carbon hydrogen, oxygen and benzene group. Experiment was setup laboratory fume hood in batch process without vacuum and chemicals. Total waste materials was use 100 g for the experiment and polypropylene waste plastic was 40 g, polystyrene waste plastic was 40 g and polyethylene terephthalate was 20 g. Experiment process diagram showed into figure 1 for visual understanding and the process paten is pending. In process diagram showed polypropylene, polystyrene and polyethylene terephthalate waste plastics mixture placed into reactor chamber for liquefaction process and process temperature range was 150 430 ºC. Electrical heating system reactor was use the experiment and temperature was monitored by variac meter. Standard condensation system was use the experiment and condensation was Pyrex glass. Liquid fuel collection container was use also glass container, for light gas cleaning purpose liquid solution and water was use and liquid solution normality was 0.25 N. Small pump and Teflon bag was use for light gas storage purpose. Fuel purification purpose was use micron filter with centrifugal force. Whole process was setup closely and maintain precaution to prevent gas lose during full production system. The experiment main goal was combination of PP, PS and PETE waste plastics mixture to fuel recovery percentage determination. Polypropylene waste plastic has long chain hydrocarbon with methyl group compounds.
Polystyrene waste plastic has long chain hydrocarbon with aromatics group compounds and polyethylene terephthalate has long chain hydrocarbon compounds with aromatic group and oxygen group compounds. Due to oxygen group compounds present in the experiment raw materials and experimental period notice that condensation pipe was filling with peanut color wax and it was solid. Liquid fuel was collected at room temperature and fuel was purified by micron filter and centrifugal force because fuel has waxy part. During production period produced light gas fraction was cleaned by sodium hydroxide, sodium bicarbonate and water. Then light gas was collected by Teflon bag using small pump. After finished the experiment residue was collected from reactor bottom when full system was cool down. Total experiment was required 5.35 hours and mass balance calculation showed liquid fuel was recover 78 g, residue and wax was 15 gm (residue 8g and wax 7g), and light gas was generated 7 g. Residue and light gas analysis under investigation.
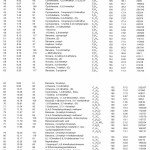
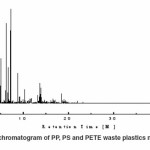
Polypropylene, polystyrene and polyethylene terephthalate mixture to liquid fuel was analysis by Perkin Elmer GC/MS and GC/MS model is Clarus 500. Temperature was use 300 ºC and column was capillary (Elite-5MS), column length was 30 meter, 0.25 mmID, 0.5 um df. MS scan ionization mode EI+ and mass scan was 50 to 528. GC/MS chromatogram analysis result and compounds data table showed figure 2 and table 1. Compounds was traced from chromatogram based on trace mass (m/z), retention time (m), molecular weight, probability percentage, and compounds detected follow by Perkin Elmer NIST library. GC/MS chromatogram analysis result showed PP, PS and PETE mixture waste plastic s to fuel has hydrocarbon compounds, aromatics group, halogen content, oxygen content, nitrogen content and alcoholic compounds. Starting compound is Cyclopropane (C3H6) (t=1.61, m/z=41) and compound probability percentage is 48.2. Large carbon number compound is 1,1′:2′,1’’:2’’,1’’’- Quaterphenyl (C24H18) (t=28.15, m/z=306) and compound probability percentage is 25.0.
In GC/ MS chromatogram showed height peak compound is Styrene (C8H8) (t=7.25, m/z=78) and compound probability percentage is 37.5. Chromatogram Styrene height peak compound mass scan EI+ TIC 2.14 e10. Mixture of PP, PS and PETE waste plastics to fuel has halogenated compounds and these compounds appeared from plastics additives, because plastics manufacturing period 3-4 % additives are adding during production period. Product fuel compounds are appeared low number carbon to high number carbon. Some compounds are describe as IUPAC name wise such as ethyl- Cyclopropane (C5H10 ) (t=2.01, m/z=42) and compound probability percentage is 30.1%, then cis-1,2-dimethyl-Cyclopropane (C5H10 ) (t=2.14, m/ z=55) and compound probability percentage is 17.7 %, (E)-2-methyl-1,3-Pentadiene (C6H10) (t=3.18, m/z=67) and compound probability percentage is 13.4%, 3-methyl- Hexane (C7H16) (t=3.61, m/z=43) and compound probability percentage is 66.6%, 2,4-dimethyl-1,3-Pentadiene (C7H12) (t=3.98, m/z=81) and compound probability percentage is41.4%, 2,4-Dimethyl-1-hexene (C8H16) (t=4.75, m/z=56) and compound probability percentage is 44.1%, 2-methyl-4-methylene-Hexane (C8H16)(t=5.19, m/z=70) and compound probability percentage is 11.1 %, 3,3,5-trimethyl-Cyclohexene (C9H16) (t=5.64, m/z=67) and compound probability percentage is 12.0%, 2,4-dimethyl-Heptane (C9H20)(t=5.90, m/z=43) and compound probability percentage is 34.5%, (1±,3±,5²)-1,3,5-trimethyl-Cyclohexane (C9H18 ) (t=6.62, m/z=69) and compound probability percentage is 38.1%, 1-isopropyl-2,3-dimethyl-Cyclopentene (C10H18) (t=7.40, m/z=95) and compound probability percentage is 17.4%, 1-isopropyl-2,3-dimethyl-Cyclopentene (C10H18) (t=7.58, m/z=95) and compound probability percentage is 27.4%, 2,6-dimethyl-1-Octene (C10H20) (t=8.07, m/z=56) and compound probability percentage is 7.82 %, 1,2,4-trimethyl-Benzene (C9H12) (t=8.56, m/z=105) and compound probability percentage is 17.6%, 2,6-dimethyl-Nonane (C11H24) (t=9.13, m/z=43) and compound probability percentage is 8.16%, 2,4-dimethyl-2-Decene (C12H24) (t=9.93, m/z=83) and compound probability percentage is 12.0%, 3,7,11-trimethyl-1-Dodecanol (C15H32O) (t=11.04, m/z=43) and compound probability percentage is 3.69%,(2,4,6-Trimethylcyclohexyl) methanol (C10H20O)(t=11.42,m/z=69) and compound probability percentage is 19.1%, (3-methyl-2-butenyl)-Benzene (C11H14) (t=11.82, m/z=131) and compound probability percentage is 39.6%, (3-methyl-2-butenyl)- Benzene (C11H14) (t=12.00, m/z=131) and compound probability percentage is 24.2%, 1-Isopropyl-1,4,5-trimethylcyclohexane (C12H24) (t=12.38, m/z=69) and compound probability percentage is 25.2%, 2- N-[4-bromo-n-butyl]-Piperidinone (C9H16BrNO) (t=12.63, m/z=43) and compound probability percentage is 5.95%,2,3,5,8-tetramethyl-Decane (C14H30) (t=12.91, m/z=43) and compound probability percentage is 15.8%, (E)-2,2-dimethyl-3-Decene (C12H24)(t=13.59, m/z=83) and compound probability percentage is 4.01%, (1methylenepentyl)-Benzene (C12H16) (t=14.76, m/z=118) and compound probability percentage is 31.2 %, 6-butyl-1,2,3,4-tetrahydro- Naphthalene (C14H20) (t=15.25, m/z=145) and compound probability percentage is 22.9%,2,3,5,8-tetramethyl-Decane (C14H30)(t=15.65,m/z=43) and compound probability percentage is 6.80 %, (E)-3-Eicosene (C20H40) (t=16.68, m/z=83) and compound probability percentage is 4.23%, bis-1,1′-[1-(2,2- dimethyl-3-butenyl)-1,3-propanediyl] Benzene (C21H26) (t=19.18, m/z=91) and compound probability percentage is 21.3%, 1,1′:2′,1’’:2’’,1’’’-Quaterphenyl (C24H18) (t=28.15, m/z=306) and compound probability percentage is 25.0%.Analysis result indicates that product fuel hasaromatic group compounds and its can increase fuel efficiency. Fuel is ignited and odor is benzene related odor. Product fuel can use direct internal combustion engines for electricity generation or its can use for refinery process as a refinery feed.
Conclusion
Polystyrene, polypropylene and polyethylene terephthalate waste plastic mixture into fuel recovery without using catalyst or chemical experiment was performed successfully. 78% fuel recover from three type of waste plastics mixture at temperature 150 – 430 ºC. PETE present raw materials to fuel production are creating some problem because due to oxygen present. During condensation period it tries to clog the condensation pipe and some waxy part is coming out with liquid fuel. PETE has high percentage of oxygen compounds and less percentage of hydrogen for that reason PETE is not good for fuel production. On the other hand PP and PS has high percentage of carbon compounds for that reason PP and PS is good for fuel production. Fuel density is close to diesel fuel category because product fuel density is 0.79g/ml. GC/MS analysis result showed that product fuel has aromatic group compounds such as Benzene (C6H6), Toluene(C7H8), Ethylbenzene (C8H10), Styrene (C8H8), (1-methylethyl)-Benzene (C9H12), cyclopropyl-Benzene (C9H10), propyl-Benzene (C9H12), 1,2,4-trimethyl-Benzene (C9H12), ±-Methylstyrene (C9H10),2-propenyl-Benzene (C9H10), 3-butenyl-Benzene(C10H12),(3-methyl-3-butenyl)-Benzene (C11H14),(3-methyl-2-butenyl)-Benzene (C11H14),Naphthalene (C10H8), and so on. Due to high percentage of benzene compounds present into fuel for that reason it can increase fuel efficiency and octane rating. Product fuel can use internal combustion engine, its can use for electricity generation, or feed for refinery industry. Using this technology can convert PP, PS and PETE mixture to fuel and the technology can save the environmental problem same time.
Acknowledgements
The authors acknowledge the support (Financial) of Dr. Karin Kaufman, the founder and sole owner of Natural State Research, Inc. The author also acknowledges the valuable contributions NSR laboratory team members during the preparation of this manuscript.
References
- Ding, W., Liang, J., Anderson, L. L.; Fuel Process. Technol. (1997); 51;(47).
- Ding, W. B., Tuntawiroon, W., Liang, J.,Anderson, L. L. ; Fuel Process. Technol. (1996); 49(63).
- Zmierczak, W., Xiao, X., Shabtai, J.; Fuel Process. Technol. (1996); 51:(47); 177.
CrossRef
- Liu, K., Henk, L. C.; Fuel Process. Technol. (1996); 49(1)
- Murty, M. V. S., Rangarajan, P., Grulke, E. A., Bhattacharyya, D.; Fuel Process. Technol. (1997); 49(75).
- Ochoa, R., Woert, H. V., Lee, W. H., Subramanian, R., Kugler, E., Eklund, P. C.; Fuel Process. Technol. (1996); 49; 119.
CrossRef
- Feng, Z., Zhao, J., Rockwell, J., Baily, D., Huffman, G.; Fuel Process. Technol. (1996); 49(17).
- Luo, M., Curtis, C.; Fuel Process. Technol. (1996); 49(91).
- Levent Ballice, Mithat Yu¨ ksel, and Mehmet Saglam; Classification of Volatile Products from the Temperature-Programmed Pyrolysis of Low-and High-Density Polyethylene. Energy & Fuels. (1998); 12; 925-928.
CrossRef
- Sullivan, R. F., Meyer, J. A.; ACS Symp. Ser. (1975); 20(28).
- Flinn, R. A.,Larson, O. A., Beuther, H.; Ind. Eng. Chem.; 52; 153-156.
CrossRef
- Archibald, R. C., Greensfelder, B. A., Holzman, G., Rowe, D. H. Ind. Eng. Chem. (1960); 52; 745-750.
CrossRef
- Voorhies, A., Smith, W. M.; Advances in Petroleum Chemistry and Refining; Interscience Publishers: New York. (1964); 8.
- Van Hook, W. A., Emmett, P. H. J.; Am. Chem. Soc. (1962); 84; 4410.
CrossRef
- Conradt, H. L., Garwood, W. E.; Ind. Eng. Chem. (1960); 52; 113.
- Weitkamp, J.; ACS Symp. Ser. (1975); 20; 1.
CrossRef
- Schultz, H. F., Weitkamp, J. H.; Ind. Eng. Chem. Prod. Res. Dev. (1972); 11; 46-53.
CrossRef
- Wojciechowski, B. W., Corma, A.; Catalytic Cracking. Dekker: New York. (1986).
- Chen, N. Y., Garwood, W. E., Dwyer, F. G.; Shape Selective Catalysis in Industrial Applications; Dekker: New York. (1989).
- K. R. Venkatesh, J. Hu, W. Wang, G. D. Holder, J. W. Tierney, and I. Wender,; Hydrocracking and Hydroisomerization of Long-Chain Alkanes and Polyolefins over Metal- Promoted Anion-Modified Zirconium Oxides. Energy & Fuels. (1996); 10;1163-1170.
CrossRef
- Marsh, J. A., Cha, C. Y., Guffey, F. D.; Chem.Eng. Commun. (1994); 129(69).
- Williams, S. B., Taylor, D. T.; Fuel., (1990); 69(12); 1474.
CrossRef
- Meszaros, M. W.; Conrad Advanced Recycling Project. Presented at Recycle ’94, Davos, Switzerland. (1994).
- Virgin, B.; Seattle Post-Intelligencer 1. (1993).
- Kaminsky, W.; Adv. Polym. Technol. (1995); 14(4); 337.
CrossRef
- Kaminsky, W.; Schlesselmann, B.; Simon, C. J. Anal. Appl. Pyrolysis. (1995); 32; 19.
CrossRef
- Hydrocarbon Process. (1984); 63(4); 51.
- Taghiei, M. M.; Feng, Z.; Huggins, F. E.; Huffman, G. P.; Energy Fuels. (1994); 8(6); 1228.
CrossRef
- H. S. Joo and James A. Guin; Hydrocracking of a Plastics Pyrolysis Gas Oil to Naphtha, Energy & Fuels. (1997); 11; 586-592.
CrossRef
- Layman, P.; Chem. Eng. News. (1993); 71(41); 11.
CrossRef
- Hirota, T., Fagan, F. N.; Makromol. Chem., Macromol. Symp. (1992); 57; 161 .
CrossRef
- Miller, A.; Environ. Sci. Technol. (1994); 28(16A).
- Layman, P.; Chem. Eng. News. (1994); 72(13); 19.
CrossRef
- Kastner, H., Kaminsky, W.; Hydrocarbon Process. (1995); 109.
- Aguado, J., Sotelo, J. L., Serrano, D. P., Calles, J. A. and Escola, J. M.; Catalytic Conversion of Polyolefins into Liquid Fuels over MCM-41: Comparison with ZSM-5 and Amorphous SiO2-Al2O3‘. Energy & Fuels. (1997); 11; 1225-1231.
- D’Amico, E., Roberts, M.; Chem. Week. (1995); 4(32).
- Fouhy, K., Kim, I., Moore, S.; Culp, E. Chem. Eng. (1993); 30.
- Layman, P.; Chem. Eng. News. (1994); 28(19).
- Ding, W.; Ph. D. Dissertation, University of Utah, (1997).
- Taghiei, M. M., Feng, Z., Huggins, F. E., Huffman, G. P.; Energy Fuels. (1994); 8; 1228.
CrossRef
- Weibing Ding, Jing Liang, and Larry L. Anderson,; Hydrocracking and Hydroisomerization of High-Density Polyethylene and Waste Plastic over Zeolite and Silica-Alumina-Supported Ni and Ni- Mo Sulfides. Energy & Fuels. (1997); 11; 1219-1224.
CrossRef
Views: 1,962
 This work is licensed under a Creative Commons Attribution 4.0 International License.
This work is licensed under a Creative Commons Attribution 4.0 International License.