Microstructural Characterisation of SAF 2205 Duplex Stainless Steel Heat - Treated At 1300°C
R. Jayachitra1, K. Vijayalakshmi2* and V. Muthupandi3
1Department of Physics, Urumu Dhanalaksmi College, Tiruchirappalli, India.
2Department of Physics, Bishop Heber College, Tiruchirappalli, India.
3Department of Metallurgical and Materials Engineering, National Institute of Technology, Tiruchirappalli, India.
DOI : http://dx.doi.org/10.13005/msri/080216
Article Publishing History
Article Received on : 10 Nov 2011
Article Accepted on : 28 Dec 2011
Article Published :
Plagiarism Check: No
Article Metrics
ABSTRACT:
Duplex Stainless Steel (DSS) have two phase microstructures, mostly ferrite and austenite. They usually solidify as primary ferrite and part of which transforms into austenite on subsequent cooling. When ferrite and austenite are in near equal volume, DSS are quenched to retain this high temperature microstructure at room temperature. Holding these steels at single phase ferrite region for a long period will result in coarse grained structure which could impair the mechanical properties. In this study test coupons of DSS grade SAF 2205 were held at 1300°C for 15, 30, 60 and 90 minutes period and later water quenched. Microstructural investigations showed that dissolution of austenite was not completed even for 90 minutes holding at 1300°C, meaning that this temperature is below the solvus line. However, noticeable grain coarsening could be observed. Longitudinal velocities and attenuation co-efficient of ultrasonic waves produced with 5 MHz transducers were evaluated for these heat-treated coupons. Results show that the attenuation characteristics and longitudinal velocity ultrasonic waves are strongly influenced by the microstructural features. Attenuation increases with increase in grain size while longitudinal velocity is influenced by both the austenite content and the grain size.
KEYWORDS:
Duplex stainless steel; Heat-treatment; Microstructure; Ultrasonic characterization
Copy the following to cite this article:
Jayachitra R, Vijayalakshmi K, Muthupandi V. Microstructural Characterisation of SAF 2205 Duplex Stainless Steel Heat - Treated At 1300?C. Mat.Sci.Res.India;8(2)
|
Copy the following to cite this URL:
Jayachitra R, Vijayalakshmi K, Muthupandi V. Microstructural Characterisation of SAF 2205 Duplex Stainless Steel Heat - Treated At 1300?C. Mat.Sci.Res.India;8(2). Available from: http://www.materialsciencejournal.org/?p=2663
|
Introduction
The Duplex stainless steels (DSS) have two-phase microstructure of ferrite (α) and austenite (γ) in which austenite phase is distributed as coarse regions in a ferrite phase matrix.1 Simultaneous presence of ferrite and austenite phases provides a combination of the best properties of these two phases; better corrosion resistance than austenitic stainless steels and better mechanical properties than ferritic stainless steels. These advantageous are based on a special equilibrium of both phases having near equal volume i.e., α ≈ 50% and γ ≈ 50%.2-4 Because of their superior characters, these steels have been successfully used in many fields such as structural material in critical components of nuclear power plants, chemical industries, oil and gas sectors, paper and pulp industries, transportation and other general engineering applications.5-7 An important aspect of materials science is the characterization of materials so that they are better understood. Non-Destructive Testing (NDT) methods offer large potential in characterizing microstructural and mechanical properties of materials. Among the various NDT methods, ultrasonic technique can provide valuable information about the microstructures, mechanical properties, thermo-mechanical history of the material, etc.8 In the present study, specimens with different microstructures are generated in DSS test coupons by heat treating them at 1300°C for 15, 30, 60 and 90 minutes, followed by water quenching. The changes in ultrasonic longitudinal velocities and attenuation are used to characterize the variation in microstructure due to heat treatment.
Experimental
SAF2205 duplex stainless steel received in the form of 5mm thick sheet were cut into coupons of 60mm x 50mm x 5mm. Test specimens were heated in an electric muffle furnace to 1300°C for 15, 30, 60 and 90 minutes followed by water quenching. No special protective environment was employed during heat treatment. The chemical composition (in weight %) of the DSS used is C-0.02, S-0.02, P-0.03, Si-0.6, Mn-1.4, Cr-22.2, Ni-5.9, Mo-2.9 and N-0.15. Samples for metallographic studies were cut from the heat treated specimens using BAINCUT–M abrasive cut off machine. Care was taken not to raise the temperature of test specimens while cutting as it might affect the microstructure. Metallographic samples were prepared by following the standard mechanical polishing practice. Polished specimens were then etched by immersion in Beraha’s colour etchant (HCl – 20ml, H2O – 80ml, potassium meta bi sulphite – 0.3 to 0.5mg). Microstuctural study was carried out in a METSCOPE–I microscope and the images were captured using Envision 3.0 series image analyzer.
Ultrasonic tests were accomplished by the contact pulse-echo method in an Olympus Panametrics NDT Model 5800 unit using a 5MHz longitudinal wave probe at room temperature. A proprietary gel was used as couplant. Ultrasonic velocity is determined by measuring the time taken for the ultrasonic waves to travel through thickness of the material between the parallel faces and can be estimated from the relationship
Velocity (m/s) = 2 * thickness (m) / time (s) … (1)
Attenuation co-efficient is measured from the amplitude difference (dB) between the two consecutive back wall signals and then dividing it by the total path traveled. It is expressed in terms of dB/mm. Attenuation measurements were made using 5MHz longitudinal wave transducer with fixed perspex delay line of 5mm. Attenuation co-efficients were calculated according to the relationship
Attenuation co-efficient (dB/mm) = 20 log (S1/S2)/2d … (2)
where S1 and S2 are the amplitude of two consecutive back wall echoes, and d is the thickness of test material in mm.
Results and Discussion
Microstructural Characterization
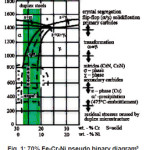
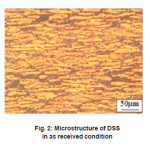
The microstructural details developed in the DSS by the heat–treatment cycles are imposed and the corresponding variation in ultrasonic attenuation and longitudinal velocity are presented and discussed. The changes in microstructure due to thermal cycles can be explained and best understood from the pseudo binary diagram of stainless steels for 70% Fe-Cr-Ni which is shown as Fig. 1. Duplex stainless steels primarily solidify as ferrite when they are cooled from liquid state. Above the solvus line only ferrite (α) is present. Upon cooling, below the solvus, part of the ferrite transforms into austenite resulting in two phase (α + γ) structure. Equilibrium slow cooling generally results in formation of chromium rich σ – phase. σ-phase is undesirable because of its embrittling nature and poor corrosion resistance. In order to avoid formation of σ – phase along with other undesirable second phases and to retain near equal volume of ferrite and austenite, DSS are usually rapidly cooled from around 1050°C. Typical microstructure of a rolled duplex stainless steel is shown in Fig. 2. The dark regions are ferrite while the light etched or bright regions are austenite. Banded structure observed in the microstructure is characteristic of DSS rolled products.
Figure 1: 70% Fe-Cr-Ni pseudo binary diagram9
Figure 2: Microstructure of DSS in as received condition
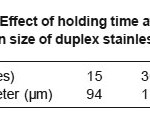
Microstructural changes occurred in the DSS specimens at 1300°C for different exposure period can be seen from the microstructures shown in Fig. 3. Most of the metallurgical transformations are diffusion controlled and therefore they are time dependent. From Fig.1 it can be seen that equilibrium amount of ferrite at 1300°C is more than that at 1050°C. When DSS is heated to 1300°C dissolution of austenite in ferrite continue to increase with dwell time and finally reaches equilibrium. Holding the specimen at 1300°C for 15 minutes resulted in dissolution of austenite to a great extent (see Fig.3a). However, presence of undissolved elongated austenite can still be seen. Growth of ferrite grains are also outlined by the thin grain boundaries. (While observing the microstructures it may be borne in mind that the high temperature microstructures are retained at room temperature by resorting to rapid cooling. Depending upon the nature of the alloy some transformation product can also form during rapid cooling or quenching. Duplex stainless steels can develop grain boundary austenite, widmanstatten austenite and intragranular austenite, while quenching them from high temperature. In the present study only small amount of intragranular austenite is seen. However, the amount of austenite that would have been present at 1300°C would be less than that is seen in the microstructures recorded at room temperature). Intrangranular austenite that are seen as bright spots within the grains, are formed while cooling the specimens from 1300°C to room temperature. With prolonged holding at 1300°C more amount of austenite is dissolved in ferrite. Presence of coarse austenite even after 90 minutes holding indicates that 1300°C is below the solvus line for the given composition. Further it can be seen from Fig. 3, at 1300°C the equilibrium could be established within 30 minutes duration. Additional holding time results in grain growth without any change in austenite content. This can also be confirmed by the average grain diameter values estimated by intercept method which is presented in Table.1.
Figure 3: Microstructure of DSS heldat1300°C for different duration and water quenched. (a) 15 min. ( b) 30 min, (c) 60 min. (d) 90 min
Table 1: Effect of holding time at 1300oC on grain size of duplex stainless steel
Ultrasonic Attenuation
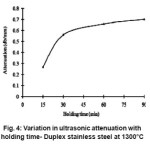
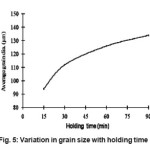
Attenuation refers to the loss of sound energy as the ultrasonic beam passes through the material by the combination of scattering and absorption. As described earlier attenuation is measured as logarithmic decrement between the two consecutive back wall echoes. The attenuation characteristics of the DSS specimens heat-treated at 1300°C for different durations are presented in Fig. 4. As the holding time increases at 1300°C, austenite dissolution in ferrite is promoted and simultaneous grain growth takes place. Fig 5 shows that grain size increases monotonously with time at 1300°C. It can be seen from Fig 4 attenuation also increases with increase in holding time. However, a steep rise in attenuation in the initial period is noticed, which can be attributed to growth of grains from the original fine grain size of the base material to coarse equilibrium grain size at 1300oC. From this it can be concluded that attenuation is influenced by the grain size and as the grain size increases attenuation is also increases. Similar trend was reported by Anish kumar and co-workers for ferritic steels.10
Figure 4: Variation in ultrasonic attenuation with holding time- Duplex stainless steel at 1300°C
Figure 5: Variation in grain size with holding time
Ultrasonic Longitudinal Velocity
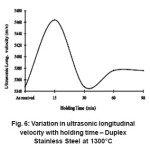
Ultrasonic longitudinal velocity in an alloy is influenced by the microstructure. The trend in change in ultrasonic velocity in DSS heat-treated at 1300°C is shown in Fig. 6. Ultrasonic velocity in the DSS base material, which is characterized by near equal volume of ferrite and austenite, and fine grained structure is 5347 m/s. The longitudinal velocity as shown in Fig.6, increases steeply at the beginning and decreases sharply with an increase in the holding time. Subsequent change in the velocity with the increase in holding time is only marginal. Microstructural studies show that the grains continue to grow with the holding time whereas ferrite content initially increase rapidly due to dissolution of austenite. From this it can be inferred that increase in ferrite content results in higher longitudinal velocity while grain growth affects the velocity in the opposite sense. Therefore in the start of the experiment longitudinal velocity increased with reduction in austenite but the coarse grained structure reduced the velocity. Beyond 60 minutes the equilibrium is attained in terms of austenite content and grain growth also leveled off resulting in more or less constant velocity.
Figure 6: Variation in ultrasonic longitudinal velocity with holding time – Duplex Stainless Steel at 1300°C
Conclusion
Ultrasonic longitudinal velocity and attenuation characteristics in DSS heat-treated in two phase (α & γ) regions were studied. The results show that the attenuation is mainly decided by the grain size and attenuation increases with increase in grain size. But the ultrasonic velocity is found to be dependent upon both ferrite-austenite ratio and the grain size.
References
- Young S. Han, Soon H. Hong, Mater. Sci. & Eng. A, 266: 276-284(1999).
CrossRef
- Young – Hwan Park, Zin-H Young Lee, Mater. Sci. Eng. A, 297: 78-84(2001).
- M. Campos, A. Bautista, D. Caceres, J. Abenojar, J.M. Torralba, Journal of the European Ceramic Society, 23: 813-2819(2003).
CrossRef
- Igorzucato, C. Margarete, Moreira and Co-authors, Mater. Res. 5(3): Carlos Jully, Sept. 2002.
- Zh. L. Jiang, X.Y. Chen, H. Huang, X.Y.Liu, Mater. Sci. & Eng. A, 363: 263-267(2003).
CrossRef
- J.K. Sahu, U. Krupp, R.N. Ghosh, H.J. Christ, Mater.. Sci. & Eng. A, Elsevier, 508: 1-14 (2009).
- Ki-Woo Nam, Chang- Yong Kang, Jae-Yoon Do, Seok-Hwan Ahn and Sang-Kee Lee, Metals and Mater. International, 7: No.3: 227 -231(2001).
- P. Palanichamy, M. Vasudevan, T. Jayakumar, S. Venugopal, B. Raj,NDT& E International, Elsevier, 33:253 – 259(2000).
- Michael Pohl, Oliver Storz, Thomas Glogowski, Mater. Chara. Elsevier, 58: 65-71(2007).
CrossRef
- Anish Kumar K, Laha K, Jayakumar T, Bhanu Sankar Rao K and Baldev Raj, Metallurgical and Materials Transaction A, 33:1617-1626(2002).
CrossRef
Views: 837
 This work is licensed under a Creative Commons Attribution 4.0 International License.
This work is licensed under a Creative Commons Attribution 4.0 International License.