J. O. Osarenmwinda* and I. A. Bekewei
Department of Production Engineering, University of Benin, P.M.B 1154, Benin City, Nigeria.
DOI : http://dx.doi.org/10.13005/msri/080204
Article Publishing History
Article Received on : 29 Jul 2011
Article Accepted on : 07 Sep 2011
Article Published :
Plagiarism Check: No
Article Metrics
ABSTRACT:
The production of automobile brake pad using cow bone as base material was carried in this study. Metal mould was made to produce automobile brake pad. The composition of brake pad was cow bone (50%), iron filings (25%) and palm kernel shell (25%) each with a particle size of 100μm. Proportion of Sodium Silicate used as binder was 20% of oven dry weight of mix. The produced brake pad was subjected to hardness, wear rate, flame resistance, coefficient of friction, and water absorption and density test. The obtained brake pad properties were hardness (94BHN) ,wear rate (4.12mg/m), flame resistance (8%), coefficient of friction (0.34), water absorption(3.86%) and density (1986kg/m3). The results was found to compare favouably with commercial brake pad (asbestos based), optimum formulation of laboratory brake pad palm kernel based (PKS) and bagasse based. The production of brake pad from cow bone was found to be very feasible.
KEYWORDS:
Brake pad; Cow bone; Automobile; Iron filings; Wear rate
Copy the following to cite this article:
Osarenmwinda J. O, Bekewei I. A. Production of Automobile Brake Pad Using Cow Bone as Base Material. Mat.Sci.Res.India;8(2)
|
Introduction
Brake pads are a component of disc brakes used in automotive and other applications. Brake pads are steel backing plates with friction material bound to the surface that faces the disk brake rotor. Brake pads convert the kinetic energy of car to thermal energy by friction.1-3 Due to operating wear and tear, brake pads are one of the most commonly replaced components in the brake system. The exact compositions of commercial friction materials are almost never published in the open literature.2,4 However, most of the common ones contain some constituents such as phenolic resin, fibres, metal sulphides, abrasives, friction dust, etc. These are therefore complicated composite materials since they contain numerous ingredients that are diverse in physical and chemical properties.5
Brake pads are produced to meet numerous requirements. These requirements include environmental friendliness, non-scouring of the disk, heat resistance, noiselessness, non-squealing, and non-fading. Also, water and moisture should not affect its performance, and it should not give objectionable smell when hot.2,6 Asbestos–based brake pads have been in use for more than 80 years. 7 However, because of the health hazards associated with the processing and handling of asbestos fibre particles, despite its good physical and tribological properties, when used as friction materials, researchers are making several efforts in the search for environmentally friendly materials to replace it in brake pad formulation.3,8 ,9
A lot of research has been carried out in the area of development of asbestos –free brake pads. Aigbodion et al 3 developed asbestos –free brake pad using bagasse as base material ,while Dagwa and Ibhadode, developed automobile brake pad using palm kernel shell as base material.9 Nakagawa et al 8 used metal fibres for inclusion in brake pads to overcome environmental pollution.
They developed semi-metallic pad material using chatter–machined short metal fibres because it exhibited excellent properties in view of brake characteristics and resistance to wear. The brake pad contained about 60% by weight of steel fibres with 60µm in diameter and 3mm long. The performance of these brake pads was found by the researchers to be satisfactory.8
Researchers all over the world are focusing on ways of utilizing either industrial or agricultural wastes as a source of raw materials in the industry. The quantity of cow meat consumed everyday is very high and as a result most of the cow bones are discarded as waste in most Abattoirs in Nigeria. The utilization of these wastes will not only be economical, but may also result to foreign exchange earnings, reduction of waste disposal problems and environmental control. This work therefore focuses on the production of an environmental friendly automobile brake pad material in which cow bone was used as the base material.
Experimental
Materials
Cow bone was obtained from an Abattoir, while Iron filings were obtained from a Machine shop and palm kernel shell obtained from an Oil mill, all in Benin City, Nigeria.
Method Of Brake Pad Production
The cow bone obtained from the Abattoir was washed, cleaned properly and sun dried for 21 days. A burner was used to heat the bone. The dried bone was broken into pieces and was ground into granules, using the hammer mill. The palm kernel shell was oven dried at a temperature of 1050C to a moisture content of about 4% and then ground to granules with the hammer mill. The ground cow bone, palm kernel shell and iron filing were screened separately with sieves of appropriate size to particle size of 100µm diameters using vibrating sieve machine3. The cow bone granules, palm kernel shell granules and iron filing are shown in Figs. 1a,1b and 1c respectively.
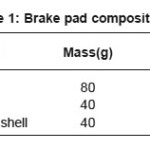
The cow bone granules, palm kernel shell granules and iron filing was properly mixed in proportion10 shown in Table 1 to form homogenous mix. Proportion of Sodium Silicate used as binder was 20% of oven dry weight of mix.11 The mix was thereafter transferred to the produced mould (Fig. 2), which was mounted on the 100 – ton hydraulic press. After removing sample from press, the brake pad was cured in an oven at a temperature of 1200C for eight (8) hours [5]. A prototype of the produced brake pad is shown in Fig. 3.
Table 1: Brake pad composition10
Figure 1(a): Cow bone granules
Figure 1(b): Palm kernel shell granules
Figure 1(c): Iron filings
Figure 2: Produced mould for brake pad production
Figure 3: Produced cow bone based brake pad
Hardness Test
The hardness values of the samples were obtained using a Brinell hardness tester. The test was conducted using 10mm diameter steel ball indenter with a load of 3000kgf.
Flame Resistance Test
The flame resistance of the samples was carried out by placing the sample on wire gauze positioned directly on the blue flame of a Bunsen burner. The sample weight before and after burning was taken after 10 minutes and was used in obtaining the percentage of flame resistance [1, 3].
Friction Coefficient Test
The coefficient of friction for the brake pad was measured by placing the brake pad on the mild steel plane at a room temperature. For this measurement a light string with load hanger was attached to the brake pad. Loads were placed on the hanger and the value that cause it to move along the plane with a slow constant velocity was noted and recorded. For the subsequent experiment, loads were added on the brake pad to increase the normal reaction and the same procedure repeated. Coefficient of friction µ was determined using Equation (1).

Where P is frictional force and W is Load
Density Test
The density of the sample was determine by weighing the sample on a weighing machine and the volume of the brake pad was determined. Subsequently the density was determined by dividing the weight of the sample by the volume.
Water Absorption Test
The water absorption of the samples was determined by soaking the samples in water for 24 hours. Before the test the weight of the sample was determined. After 24 hours soaking the sample weight was also measured. The percentage water absorption was determined using Eqn. (2).
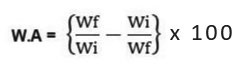
Where Wf = weight of sample after absorption, Wi =weight of sample before absorption, W.A =percentage Water absorption
Wear Test
The wear rate for the sample was measured using the clamped brake pad to slide on a rotating cast iron surface attached to the chuck of an engine lathe rotating at a spindle speed of 150 rev/.min for 2mins. All tests were conducted at room temperature. The initial and final weight of the samples was measured using a single pan electronic weighing machine with an accuracy of 0.01g. During the test, the clamped brake pin was pressed against the rotating cast iron disc of 100mm diameter for 2 mins. After, the samples were removed, cleaned, dried, and weighed to determine the weight loss due to wear. The differences in weight measured before and after tests give the wear of the samples. The formula used to convert the weight loss into wear rate is [3]:
Where W is the weight difference of the sample before and after the test in mg, S is total sliding distance in m.
Results and Discussion
Properties of produced brake pad (cow bone based) is presented in Table 2 ,while Table 3 shows the Summary of result findings compared with some existing ones.
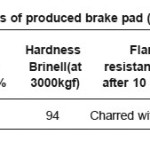
Table 2: Properties of produced brake pad (cow bone based)
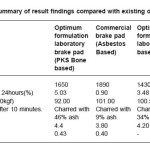
Table 3: Summary of result findings compared with existing ones [ 1,3,9 ]
Coefficient of Friction (COF)
One of the basic requirements of a friction material is to produce a high coefficient of friction. The acceptable limits of COF for commercial type brake pads ranges from 0.3 – 0.6 [2] and the average coefficient of friction of serveral produced brake pads was 0.34 as presented in Table 2. Therefore the result for the coefficient of friction obtained in this study shows that the produced brake pad is within the acceptable limits. The coefficient of friction of produced the brake pad material also compares favorably with results obtained by some other researchers for PKS based and commercial brake pad (asbestos based) that had a coefficient of friction value of 0.43 and 0.4 respectively [1,9] (Table 3).
Flame Resistance
One of the important requirements of a good brake pad is its resistance to high heat and temperature.2,6 Flame resistance test after 10 minutes showed that the produced brake pad charred with only 8% ash. This makes it of better heat and temperature resistance than the commercially available one with 9% charred ash and PKS based brake pad with 46% [1,9] and bagasse charred with 34% ash [3].Its high flame resistance may be due to 25% composition of iron filing in the produced brake pad
Hardness
The result of the hardness of the produced brake pad was 94 BHN (Table 2).This is in close agreement with hardness value PKS based (92BHN), commercial brake pad (asbestos based) (101BHN) and bagasse based (100.5BHN) brake pad though the latter showed a slightly higher hardness value which may be as a result of the 30% binder used in its formulation compared to the 20% used for the formulation of produced cow bone based brake pad (Table 3). This results in increasing bonding and glue line between the brake pad materials thereby improving its hardness properties [1,3,9].
Water Absorption
Water absorption value for the produced brake pad was 3.86% and this value compares favourably with that of optimum formulation brake pad PKS and bagasse based which had water absorption values of 5.03% and 3.48% respectively. (Table 3).However the commercial brake (asbestos based) with a water absorption value of 0.9% [1,9] showed an extremely better water absorption properties than the produced brake pad. It is recommended that the produced brake pad be coated with a hydrophobic substance like paraffin wax. This drastically reduces its water absorption value, thereby greatly improving the dimensional stability of the produced brake pad.12
Density
The density of produced the brake pad was 1986kg/m3 .This was found to slightly higher than the densities of other brake pads in the literature reported [1,3,9] (Table 3).This higher density may have been due to the 25% iron filing used for the formulation of the produced brake pad [10].
Wear Rate
Wear is one of the vital characteristics of an automobile disc brake pad.13 In this work the wear rate of the produced brake pad was 4.12mg/ m (Table 2). This makes it better than PKS and baggase based brake pad with wear rate of 4.4mg/ m and 4.2mg/m respectively [1, 3, and 9] (Table 2). This may have been due to 25% iron filings used as formulation of the cow bone based brake pad [10].However the produced brake pad with a wear rate of 4.12mg/m was to found wear more than commercial brake pads (Asbestos based) with a wear rate of 3.8mg/m [1,9]. This could also be due to the differences in base materials of the brake pads. In this case the cellulose material (cow bone), which was used as base material for the produced brake pad, has more volatile elements which volatizes at higher temperature than the asbestos based commercial brake pad.1
Conclusion
Cow bone which is a waste material in most abattoirs in Nigeria have been used as base material for production of asbestos-free brake pads in this study and it has been found to be very feasible. The obtained brake pad properties were hardness (94BHN) ,wear rate (4.12mg/m), flame resistance (8%), coefficient of friction (0.34), water absorption(3.86%) and density (1986kg/m3). These results compare favouably with existing ones in the literature, and it is hoped that this work will stimulate local production of brake pads in Nigeria and help brake pad manufacturers in their effort to replace harmful asbestos based commercial brake pad in the automobile industry.
Acknowledments
I wish to acknowledge the immense contribution of Mr G. Onagishe and wasiu Abdul of the Mechanical and Production Engineering Department, university of Benin, Benin City, Nigeria respectively for their immense assistance in carrying out some of the test in this work
References
- Dagwa, I. M, and Ibhadode, A. O. A., Determination of Optimum Manufacturing Conditions for Asbestos-free Brake Pad using Taguchi Method, Nigerian Journal of Engineering Research and Development, Basade Publishing Press Ondo, Nigeria 5(4): 1-8 (2006).
- Blau, P. J. Compositions, Functions and Testing of Friction Brake Materials and their Additives. Being a report by Oak Ridge National Laboratory for U.S. Dept. of Energy. www.Ornl.gov/webworks/cppr/y2001/rpt/ 112956.pdf (2001).
- Aigbodion. V. S., Auske. F, Hassan. S. B, and Agunoye J.O., Development of Asbestos –free Brake Pads using Bagasse, Tribology in industry, 32(1): pp. 12-17 (2010).
- Engberg C. C., The Regulation and Manufacture of Brake Pads: The Feasibility of Reformulation to Reduce the Copper Load to the San Franscisco Bay. A Report Prepared for the Palo Alto Regional Water Quality Control Plant. http:// taylorandfrancis.metapress.com (1995).
- Kim, S. J. Kim, K. S. and Jang, H., Optimization of Manufacturing Parametersfor Brake Lining Using Taguchi Method. Journal of Material Processing Technology,136: 202-208 (2003).
CrossRef
- NewComb T. P. and Spur R. T. (1967): Braking of Road Vehicles Chapman and Hall Ltd, London.
- Smales, H., Friction Materials-Black Art of Science, Journal of Automobile Engineering. 209(D3): 151 -157 (1995).
CrossRef
- Nakagawa T., Suzuki K., Ito K., Ishi M. and Yanada M. Development of Technology for Producing Short-length metal Fiber by Chatter Machining. Research and Development in Japan, Prize pp 45 – 50 (1986).
- Ibhadode, A. O. A and Dagwa, I. M, Development of asbestos-free friction lining material from palm kernel shell. Journal of the Brazilian Society of Mechanical Sciences and Engineering 30(2): 166-173 (2008).
CrossRef
- Bekewei I.A., Production of Brake pad using Cow Bone. B. Eng. Thesis. Department of Production Engineering, University of Benin, Benin City,Nigeria (2010).
- Osarenmwinda J.O and Nwachukwu J.C.,Development of Composite Material from Agricultural Waste. International Journal of Research in Africa 3: 42-48 (2001) .
CrossRef
- Osarenmwinda J.O and Nwachukwu J.C., The effect of Paraffin Wax on the Dimensional Stability and Mechanicalproperties of developed Composite Material from Agro waste. Journal of the Nigerian, Institution of Production Engineers (In press) (2010).
- Mathur, R. B. Thiyagarajan, P. and Dhami, T. L., Controlling the Hardness and Tribological Behaviour of Non – asbestos Brake Lining Materials for Automobiles. Journal of Carbon Science, 5(1): 6-11 (2004).
Views: 1,106
 This work is licensed under a Creative Commons Attribution 4.0 International License.
This work is licensed under a Creative Commons Attribution 4.0 International License.