Analysis and Discussion of Ballizing Process for Evaluation of different Forces of Internal Surface
Introduction
Force Analysis and Evaluation
The deformation due to force caused by the hardened ball is different depending on the magnitude of the force pressing against it. If the force on it is small, when the force is released both the ball and tabular (cylindrical) surface will return to their original, unreformed shape. In this case, the force per unit area in the plate are always less than the yield strength of the material, so the deformation due to force is purely elastic. Since it was given that the cylindrical surface is softer than the ball, the cylindrical surface will always deform more. this is not necessarily true. For instance if both items are steel, hardened steel has the same
If a larger force is used, there will also be plastic deformation due to force and the plastic surface will be permanently altered. In this situation, hardness does play a role, as increasing hardness will delay plastic deformation. A bowl-shaped indentation will be left behind, surrounded by a ring of raised material that was displaced by the ball. The force per unit areaes between the ball and the plate are described in more detail Ref by herstan force per unit area theory.
Now consider what happens if the external force on the ball drags it across the plate. In this case, the force on the ball can be decomposed into two component forces: one normal to the plate’s surface, pressing it in. and other tangential dragging it along. As the tangential component is increased, the ball will start to slide along the plate. At the same time, the normal force will deform both objects, just as with the static situation. If the normal force is low. the ball will rub against the plate but not permanently alter its surface. The rubbing action will create friction and heat, but it will not leave a mark on the plate. However, as the normal force increases, eventually the force per unit areaes in the plate’s surface will exceed its yield Strength.
Hardening Due To Ball
In Ball burnishing the peaks being plastically leveled to fill the valleys, to improve the surface finish. With increased pressure force and plasticity, distortion is increased
Another application is thrust(force) bearing surfaces of some production crankshafts. A dual ball (tool) is moved into the thrust bearing journal of a crankshaft, while the crankshaft is spinning the tool is indexed (so each ball is perpendicular to the thrust surface while backing each other up) deforming the surfaces. So the diameters of each ball added together (compensated for elastic deformation) equals the finish dimension of the thrust bearing.
The ball is typically forced entirely through a hole in a second or less so the production rate depends on hole quickly parts can be loaded and unloaded. Alter exiting the hole, the ball can be captured in a small cup or a trough below the work table. Although ballizing can be manually performed in an arbor press, drill press, mill or lathe, automated equipment is available as CNC machine.
Ballizing is not only appropriate for through-holes. Special techniques described later are available for blind-hole application. Mechanics of Ballizing & effect of Ballizing parameters(for force evaluation )on force.
Such improvement could be explained at the light of the nature of depth of penetration. Outer surface strains were proportional to the depth of penetration and also optimization was observed for both speed and feed.
Ballizing Operation
Drilling is operation producing a cylindrical hole by removing metal by retracting edge of cutting too called as drill. At the starting of drilling we locate the hole center then punch it with the help of center punch and drilling operation is completed but drilling does not produces an accurate hole which we want that mean hole is always slightly oversize than the drill size Because of vibration of spindle.
In manufacturing there are numbers of finishing operation such as grinding, forming, reaming,Ballizing, honing and the ballizing a so one option for these processes, which is best and economical.
In ballizing process we use a tungsten carbide ball, which is precise in shape & size. This precise ball is pushed to a hole with help of standard sized known as push rod. In this process there is no removing of metal. With help of this ball when we push the ball in a hole the grain structure of inner surface of hole is change and compressed the metal and large amount of plastic flow take place. Plastic flow is causing a large increase by yield force per unit area. In ball bore interference we use a lubricant because of this reduction in ballizing load is possible.
Ballizing is a plastic deformation due to force process in which the force is applied on a metal surface through hard balls. In Ballizing, initial asperities are compressed and modified. The deformation caused is a function of load applied.If the load is small,Ballizing will be sufficient.However, as load is increased a stage will be reached when the Ballizing loss may be considered excessive, bulk deformation due to force and metal displacement are likely to arise.
Studied the tool life testing by statistical approach using response surface Techniqueology on lathe by turning and for this surface roughness model equations were obtained.
Surface Finish
The Ball burnishing of the surface is based on plastic forming of the surface finish peaks. During forming the surface peaks in particular bear the weight of the rolling element. By this means the peaks are pressed downward and the material flows sideways to fill the valleys, which leads to rising of the valley height.
Generally, it can be stated that the Ball burnishing process improves surface finish by reducing the peak to valley height of the surface asperities. The compressive action of the Ball burnishing ball, due to the applied Ball burnishing force, will cause the metal flow plastically from the peaks to fill the valleys of the surface. This action will lead to an improvement in surface finish. The Ball burnishing action also increases surface hardness due to this plastic flow of metal.
The for all types Ball burnishing processes are smoother surface with higher surface hardness, concentrated on the application for solving multi criteria optimization problem in the field of Ball burnishing process. Experimental results ,that surface roughness and micro hardness of Ballized Aluminium Alloy alloy are greatly improved
The research of fine machining (ball burnishing ) conditions with Ball burnishing steel,that all the smoothing outputs can be detected in all observed.
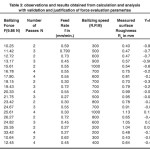
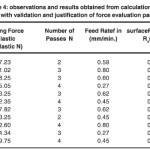
Force Evaluation
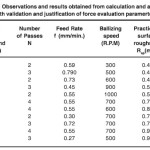
The considered independent parameters(for force evaluation ), namely, roughness, feed and depth of cut and remaining parameters were considered constant.
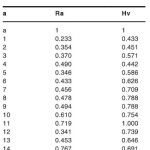
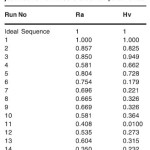
Ballizing & effect of Ballizing parameters(for force evaluation )on force controlling factors including Ballizing force (F). number of passes (N), feed rate (f) and Ballizing speed (V) on the surface roughness (Ra) and micro-hardness (HV) with four levels for each factor were selected.
Ballizing is a process for micro finishing metallic surfaces which belongs to the forming processes When Ballizing, a moving body, usually a ball or ball is pressed into the surface and moving over it. By this means a high compressive force per unit area is created in the surface finish peak which induces the material to flow. In doing so a forming of the boundary layers in micron range is induced.
In this technique metal is not removed, as such it differs form other hole finishing processes. The burnishing action of ballzing not only refines the surface structure but also gives a layer of denser material. The surface layer is deformed very little; but and finishing of the bore depends upon the accuracy and smoothness of the ball.
The hole wall expands due to the interference between the ball and hole. The material of the ball is so selected that it is not permanently deformed. After the ball has passed through the hole, it adopts its original diameter, whereas the hole wall springs back by the amount of elastic expansion. some metal is also displaced by the plastic flow.
Ballizing can be carried out with or without lubrication. Generally lubricated ballizing gives better results When ballizing is done on soft and ductile materials like Aluminum, the particles of base material get detached and remain stick to the ball. if velocity is high and interference is more. Local welding is caused due to heating. With lubrication, ballizing can be carried out without eny scoring of the particies from base metal.
However an intensive analysis is essential for analysing the mechanics of the process The ball burnishing is very useful process to improve upon surface roughness and can be employed. It will help to impart compressive stress and fatigue life can be improved. The Al alloy is a difficult to machine material and burnishing is difficult process for this grade material. A low surface roughness and hardness was obtained in increasing the operating parameters. It may develop flaw and micro cracks on the surface.
Ball burnising used the surface integrity must be maintained Plastic micro-crack, phase transformation and residual stress. It is a cold working process and involves plastic deformation under cold working conditions by pushing hard. The burnishing process help to improve surface roughness super finishing. Ballizing is a process for micro finishing metallic surfaces which belongs to the forming processes When Ballizing, a moving body, usually a ball or ball is pressed into the surface and moving over it. By this means a high compressive force per unit area is created in the surface finish peak which induces the material to flow. In doing so a forming of the boundary layers in micron range is induced.
Discussion For Force Evaluation
The possibility of Ball burnishing steel components with high hardness, was established. The surface roughness of pre machined material is determined by the contact geometry of cutting tools and workpiece, and showed the most important influence on the Ball burnishing roughness.The ball-Ball burnishing tool employed offers a series advantages to the process: pure rolling contact, low coolant consumption, use of the same machine as previous.
Under the different Ball burnishing parameters (for force evaluation ), the obtained surface roughness is dependant also on work piece hardness and pre-machining conditions.
Cold deformation of peaks to valleys on surface results with higher surface hardness. Depending on material ductility, peaks of the soften materials are more deformed.
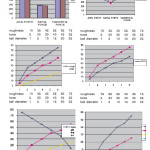
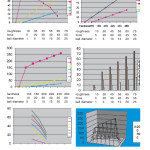
The surface hardness also increased as the speed, feed rate and depth of penetration was increased.
Ball burnishing process has significant influence on nominal size of diameter (pre-machined diameter).
In the case of Ball burnishing surface with very tolerance range, pre-machined diameter hole must be stetted carefully because Ball burnishing process can increase dimension and exceed tolerance field.
Ball burnishing of internal surfaces on the CNC while the specimen is rotated to give improved Ra values.
As the specimen rotating speed increased, the Ra value decreased up to a certain speed and then such value increased again.
The presence of the excessive deformation in The largest deviations were detected depths of penetration, showing possible insufficient and excessive depth of penetrations, respectively. however, helped in preventing deterioration in Ra value due to the high amount of plastic deformation due to force encountered. Ra decreased up to an optimum feed after which it increased again.The least deviation in Ra value can be easily seen, while the largest deviations could be detected depth of penetration.
The presence of the excessive deformation depth, however, did not stop the increase in Ra value.
This can be explained by the fact that when the in feed is high, greater amounts of metal are displaced in front of the ball at the unit time and some sort of overslipping can occur.
Generally, as the interference is increased, the surface quality improved up to an optimum point, after which the surface quality deteriorated.
Since the Ball burnishing process is a plastic deformation one, insufficient interference can cause elastic deformation only leading to bad quality for small interference. Large interference can cause distortion of the micro profile and excessive work hardening which leads to poor finish.
No elastic recovery was detected for all specimens at different specimen rotating speeds, tool in feeds and different depth of penetrations.
The outer surface strain for different feeds and depth of penetration increased up to an optimum speed and feed .
The average outer surface strain is increased when the interference is increased. The trend is similar to that obtained in static Ball burnishing of Aluminium Alloy and mild steel .
but the values in the present case were four times greater than the static case, this is due to the strictness of the present process and also to the movement of the deformed layer during the process.5 Surface hardness increases as speed, feed and depth of penetration increase. This represents an advantage for the present process.
The ball-Ball burnishing surface finish process of a freeform surface plastic injection mold is developed successfully on a machining center in this work. The newly designed ball-Ball burnishing tool can be used for both plane surface Ball burnishing and freeform surface.
The optimal Ball burnishing parameters (as force) for plane Ball burnishing were determined by conducting the process of the Analytical and optimization’s matrix experiments, analysis of variation (ANOVA) and the full factorial experiment. The optimal Ball burnishing parameters(for force evaluation ) for the plastic injection mold steel were the combination of the tungsten carbide ball, the Ball burnishing speed mm/min, the Ball burnishing force and the feed. The surface roughness Ra of the specimen can be improved by using the optimal.
Ball Burnishing Process
Generally, it can be stated that the Ball burnishing process improves surface finish by reducing the peak to valley height of the surface asperities. The compressive action of the Ball burnishing ball, due to the applied Ball burnishing force, will cause the metal to flow plastically from the peaks to fill the valleys of the surface
This action will lead to an improvement in surface finish. The Ball burnishing action also increases surface hardness due to this plastic low of metal, The increase of Ball burnishing force
The Ball burnishing force increases, the surface roughness decreases to a minimum value. Further increase in the force tends to increase the surface roughness,
When high Ball burnishing forces are applied, the bulge in front of the Ball burnishing ball increases in size, and the region of plastic deformation.
When this plastic deformation due to force is repeated, as the Ball burnishing tool passes along the surface, some damage of the surface is expected which will cause an increase in surface roughness.The parameters(for force evaluation ) affecting the surface finish are Ball burnishing force, feed rate, ball material, number of passes, work piece material, and lubrication .The use of a new proposed Ball burnishing tool to give a good surface characteristic such as, surface micro hardness. surface roundness and the change in work piece diameter.
The Plays an Important Role On The Required Tolerance and Fit
The effect of parameters(for force evaluation), namely: Ball burnishing speed, feed,Ball burnishing depth and hardness of work piece materials, on the three different outputs mentioned. especially during assembly parts.
The output responses of the Ballized surface are mainly influenced by the parameters(for force evaluation)used namely Ball burnishing speed depth of penetration,Ball burnishing forces and initial hardness of the work piece material.
The depth of penetration and Ball burnishing forces plays a major role and their effects can be considered as the most important input parameter (for force evaluation).
An increase in Ball burnishing speed leads to a decrease in both the percentage of micro hardness increase and change in work piece diameter where as the increase in Ball burnishing speed result in a considerable increase in roundness.An increase in depth of penetration leads to a considerable increase in both surface micro hardness and change in work piece diameter, whereas it causes a decrease in the out-of-roundness. Depth penetration interacts with both Ball burnishing time and initial hardness of work piece material. The best result for surface micro hardness obtained at both low depth of penetration with high Ball burnishing time and high depth of penetration with low hardness of material.
The best results for roundness is obtained when applying high depth of penetration with low Ball burnishing force.
The initial hardness of work piece material is one of the most important parameters(for force evaluation)controlling the effects of the other parameters (for force evaluation) on each response. There are many interactions between initial hardness of material and other parameters(for force evaluation)used.The results can be interpreted in terms of over hardening, flaking, layer deformation, and structure of the work material.
References
- Ugur Esme, Aysun Sagbas, Funda Kahraman’use of artificial neural networks in Ball burnishing process for the prediction of surface roughness of aa 7075 Aluminium Alloy alloy” uesme (2003).
- Ugur Esme, Aysun Sagbas, Funda Kahraman, M. Kemal Kulekci “uporaba umetnih nevronskih mre@ za napovedhrapavosti povr[ine pri krogelnem glajenju aluminijeve zlitine AA 7075 “uesme (2008)
- Hongyun Luoa,, Jianying Liub, Lijiang Wangb, Qunpeng Zhonga “Study of the mechanism of theBall burnishing process with cylindrical polycrystalline diamond tools 1221 (2005).”
- UM Shirsat, Dr B B Ahuja, “Finishing of non- ferrous internal surfaces using ball burnishing technique (2002).”
- Hongyun Luoa, Jianying Liub, Lijiang Wangb, Qunpeng Zhonga “Study of the mechanism of theBall burnishing process with cylindrical “ (2005).
- S.Z. El-Abden, M. Abdel-Rahman, F.A. Mohamed “Finishing of non-ferrous internal surfaces using ball burnishing technique” (2006).
- Dr. LaRoux K. Gillespie has a 40-year history with precision part production
- J. Aabanowski*, A. OssowskaGdansk University of Technology, ul. Narutowicza 11/ 12, 80-952 Gdansk, Poland] volume 19, issue (2006).
- M.H. El-Axir, M.M. El-Khabeery, “Influence of orthogonalBall burnishing (Ball burnishing) parameters(for force evaluation )on surface characteristics for various materials” 132: 82- 89 (2003).
- M.H. El-Axir, A.A. Ibrahim, Some surface characteristicsdue to center rest Ball burnishing. Journal of MaterialsProcessing Technology 167: 47-53 (2005).
- A.M. Hassan, A.M. Maqableh, The effects of initialBall burnishing parameters(for force evaluation )on non-ferrous components. 102: 115-121 (2000).
- Zhao-jun yang jian-ying liuocena niezawodno[ci operacji nagniatania stopu “Aluminium Alloy reliability assessment ofBall burnishing operationof Aluminium Alloy alloy (2009).
- U M Shirsat, Non-memberDr B B Ahuja, Member “Effect of Lubrication on Surface Finish and Surface Hardnessof Ballized Component” S. Thamizhmnaii*, B. Bin Omar, S. Saparudin, S. Hasan Malaysia uesme [2003] (2008).
- .Ugur Esme, Aysun Sagbas, Funda Kahraman, M. Kemal kulekci “use of artificial neural networks in ballBall burnishing (Ball burnishing ) process for the prediction of surface roughness of aa 7075 Aluminium Alloy alloy maintenance and reliability” nr 53,4 (2009).
- Zhao-Jun YANGJian-Ying LIU ocena niezawodno[ci operacji nagniatania stopu “Aluminium Alloy reliability assessment of Ball burnishing operation of Aluminium Alloy alloy”
- A. Stoi a,*, |. Lackovi b, J.Kopac, |. Samardei a, D. Kozak a
- N. A. chowdhury, anayet u. patwari, t. rahman, s. mostafa “development of a mathematical model for elastic field simulation during unloading condition in surfaceBall burnishing processes” (issn 1584 — 2665) 2 (2008).
- Ugur Esme, Aysun Sagbas, Funda Kahraman’use of artificial neural networks in Ballizing process for the prediction of surface roughness of aa 7075 Aluminium Alloy alloy’ uesme (2003).
- Ugur Esme, Aysun Sagbas, Funda Kahraman, M. Kemal Kulekci “uporaba umetnih nevronskih mre@ za napovedhrapavosti povr[ine pri krogelnem glajenju aluminijeve zlitine AA 7075 “uesme (2008).
- Paul S. Prevéy Lambda 5521 John T. Cammett “The Influence of Surface Enhancement by Low PlasticityBallizing on the Corrosion Fatigue Performance of AA7075-T6”
- Hongyun Luoa,, Jianying Liub, Lijiang 22. UPADHYAY et al., Mat. Sci. Res. India, Vol. 10(2), 139-149 (2013) 149 Wangb, Qunpeng Zhonga “Study of the mechanism of theBallizing process with cylindrical polycrystalline diamond tools 1221 March [2005 ]”
- Effect of Lubrication on Surface Finish and Surface Hardness of Ballized Component”
- UM Shirsat, Dr B B Ahuja, “Finishing of non- ferrous internal surfaces using Ballizing technique (2002).
- Raja, Batu Pahat, Johor’ Surface roughness investigation and hardness byBallizing on titanium alloy”
- Hongyun Luoa, Jianying Liub, Lijiang Wangb, Qunpeng Zhonga “Study of the mechanism of theBallizing process with cylindrical “ (2005).
- S.Z. El-Abden, M. Abdel-Rahman, F.A.Mohamed “Finishing of non-ferrous internal surfaces using Ballizing technique” (2006).
- Zhao-Jun YANGJian-Ying liuocena niezawodno[ci operacji nagniatania stopu Aluminium Alloy reliability assessment ofBallizing operationof Aluminium Alloy alloy “
- Dr. LaRoux K. Gillespie has a 40-year history with precision part production
- J. Aabanowski*, A. OssowskaGdansk University of Technology, ul. Narutowicza 11/ 12, 80-952 Gdansk, Poland] volume 19,issue 1,November[2006]
- M.H. El-Axir, M.M. El-Khabeery, “Influence of orthogonal Ballizing (Ballizing ) parameters (as force)on surface characteristics for various materials” 132,[2003] 82-89.
Views: 719
 This work is licensed under a Creative Commons Attribution 4.0 International License.
This work is licensed under a Creative Commons Attribution 4.0 International License.