Effect of Thermal Shock on Bending Strength of Composites Made from Fly Ash and Glass Waste
Muhammad Balfas1, Jamasri1, Muhammad Waziz Wildan1 and Kusnanto2
1PG Department of Mechanical and Industrial Engineering,
2Department of Engineering Physics, Gadjah Mada University, Jl Grafika No. 2 Yogyakarta - 55281, Indonesia.
Article Publishing History
Article Received on : 19 Mar 2011
Article Accepted on : 29 Apr 2011
Article Published :
Plagiarism Check: No
Article Metrics
ABSTRACT:
The bending strength of composite made from fly ash and glass waste can be improved by controlling chemical composition of the raw materials and sintering temperatures. In this study, the composites made from mixture of various weight fractions between fly ash (FA) and glass waste (GL). Each mixture was uni-axially pressed with various compacting pressures to produce green body. The formed green body was then sintered at various temperatures from 900 °C to 1100°C for 2h. From the experimental result, it shows that the bending strength of composite fly ash and glass waste is highly varied based on the weight fraction of glass waste content, sintering temperatures and compacting pressures. The highest bending strength value is 44.53 MPa obtained from specimen that contains 50 (% wt.) of glass waste with sintering temperature of 1050 °C and compacting pressure of 130 MPa. A thermal shock test was performed on the specimen composites of 50FA-50GL by heating up to various temperatures and followed by quenching (rapid cooling) to water media. Bending test was then done on the thermal shocked specimen. The bending strength of specimen decreases sharply around 80.93 % from its original strength when subjected to temperature gradient (ΔT) of 285 °C.
KEYWORDS:
Fly ash; Glass waste; Composite; Sintering; Bending strength; Thermal shock
Copy the following to cite this article:
Balfas M, Jamasri, Wildan M. W, Kusnanto. Effect of Thermal Shock on Bending Strength of Composites Made from Fly Ash and Glass Waste. Mat.Sci.Res.India;8(1)
|
Copy the following to cite this URL:
Balfas M, Jamasri, Wildan M. W, Kusnanto. Effect of Thermal Shock on Bending Strength of Composites Made from Fly Ash and Glass Waste. Mat.Sci.Res.India;8(1). Available from: http://www.materialsciencejournal.org/?p=2469
|
Introduction
Main problems which are faced by developed and developing countries as result of industrial growth is how to handle wastes that produced such as fly ash, slag and sludge. These wastes contain a number of hazardous compounds and need to be treated before buried into disposal wastes. In the other hand, the decreasing amount of landfill space available for wastes disposal is currently an extremely serious problem in maintaining an environmentally friendly society. Utilization of coal as energy sources in industrial field tend to substitute domination of petroleum and it gives an impact on coal fly ash as a waste in abundant resources for the future. This waste is the result of burning of the coal in the temperature range of 1100 oC to 1600 oC in thermal power plant (Manutova et al., 2004).
The potential uses of fly ash are consisting of several categories including construction materials, geotechnical, agriculture and miscellaneous uses. In the construction materials uses, there are several processes for the treatment of fly ash, including solidification for cement, melt-solidification or sintering by firing, and acid leaching by the use of acids and some solvents. Coal fly ash from thermal power plant consists of oxides such as Fe2O3, Al2O3, SiO2, MgO and Na2O as the main constituents and a small amount of ecologically risky oxides as MnO and PbO (Mangutova, et al., 2004). These oxides can be a good raw materials for CaO– Al2O3–SiO2 system of glass-ceramic production (Cheng and Chen, 2002).
However, the technology in developing FA-GL composites using fly ash cannot be uniformly applied to every country due to differing fly ash characteristics. The composition of fly ash varies according to countries, seasons and regional variations, meaning that the properties of composites product are different depending on the sources of the fly ash (Kim and Kim, 2004). Controlling of chemical composition and heat treatment process in the preparing of FA-GL composites specimen will have an effect on the improvement of mechanical properties of FA-GL composites product. There are several ways to modify the composition of the fly ash by adding several oxides and compounds. In this study, the chemical composition of fly ash was modified with addition of glass waste powder at various weight fractions of both raw materials. Glass waste powder used in this study contains a large amount of oxides such as CaO, SiO2 and Na2O. Addition of CaO was used as nucleating agents and also to decrease the melting temperature of fly ash, meaning a more economical process and addition of SiO2 and Na2O to facilitate the formation of glasses (Park and Heo, 2002).
In general, ceramics are hard, wear resistant, brittle, refractory, low thermal conductivity, chemically stable, and oxidation-resistant if used in the extreme environment but susceptible to thermal shock. As a consequence of their brittleness and their low thermal conductivities, ceramics are prone to thermal shock and they will crack when subjected to large thermal gradient. Due to the burning procedure, coal fly ash is available in the fine powder form so that will give an advantage if used to develop composite materials through sintering powder technology. The composites specimens labeled FA-GL was prepared from mixture between calcined fly ash (FA) and waste glass powder (GL) with various weight fractions of both raw materials. In present work focuses on the controlling of the composition and sintering temperatures in order to improvement the bending strength of the composite FA-GL. In the other hand, influence of thermal shock was observed to determine thermal gradient that evoke thermal shock in the composite FA-GL specimens.
Material and Method
Composite FA-GL specimens were prepared from mixture between calcined fly ash and waste glass powder as raw materials. The as-received fly ash was obtained from Suralaya Steam Power Plant in West Java, Indonesia while glass waste powder obtain from recycled glass waste (bottle glass) by mechanical processed using ball mill into very small grain size. To avoid changing of composition caused by lost on ignition (LOI) during sintering process, as-received fly ash need to be calcined at temperature of 800 °C for 3h and then cooled naturally inside of the furnace. The purpose of this process is to eliminate volatile compounds such as sulfur and carbon (Monteiro, et al., 2004). Various size of sieving is also conducted to obtain uniform particle size distribution of both calcined fly ash and glass waste powder about (0-44 µm). Characterization process of raw materials used in this study have been done in our previously research (Balfas, et al., 2008).
Calcined fly ash and glass waste powder with grain size of ≤ 44 µm were mixed with weight fraction of glass waste powder of 50 %, 30 %, 20 %, 10 % and 0 %. The mixtures of two raw materials were blended in the simple mixer machine for 3h to obtain homogeneous mixtures. Each mixture was uni-axially pressed using stainless steel molding in a universal testing machine with various compacting pressure of 70, 100 and 130 MPa to obtain green body. The formed green bodies was placed in a heat treatment furnace (Carbolite RHF 1600) and then sintered at various temperatures of 900, 950, 1000, 1050 and 1100 °C for 2h with heating rate of 5 °C/min and then it was cooled naturally in the furnace by switching the furnace off.
Each specimens were polished using various grade of sand paper to obtain smooth surface and dimension of test specimen based on the applied standard. The bending strength was measured by using four-point bending method in a universal testing machine. From this result, specimens that give maximum bending strength were chosen as a specimen for thermal shock testing. Thermal shock resistance was evaluated by heating samples to various temperatures of 275, 290, 300, 310, 325, 350, 375, 400 and 500 °C in the vertical split tube furnace (Carbolite type TZF/ 15/50/610) and then rapid quenched into a medium of ambient temperature of water (25 °C). The post quench retained bending strength was measured with using four-point bending method and then plotted versus the temperature difference of thermal shock (DT).
Result and Discussion
Raw material that used in this study consists of calcined fly ash and glass waste powder with particles size about 325 meshes. Due to previously characterization of raw material (Balfas, et al, 2008), chemical composition of calcined fly ash consist of oxides as follows: SiO2 (45.58 %), Al2O3 (28.35 %), FeO (10.93 %), TiO2 (1.36 %), CaO (4.03 %), MgO (2.30 %), K2O (0.62 %), PbO (0.53 %), Na2O (0.55 %), MnO (0.08 %) and C (5.66 %). While the glass waste powder consist of SiO2 (65.67 %), CaO (14.26%), Na2O (11.09 %), Al2O3 (2.27 %), ZnO (2.08 %), PbO (1.68 %), MgO (0.55 %), NiO (0.35 %), K2O (0.12 %), FeO (0.11 %) and C (1,83 %). Both of calcined fly ash and glass waste powder are contains a large amount of CAS (CaO-Al2O3-SiO2), this compounds can be a good raw material in the making of FA-GL composite materials with a higher mechanical properties.
The bending strength of FA-GL composite is highly influenced by percentage of glass waste content, sintering temperatures and compacting pressures as shown in Fig.1. At the same compacting pressure, improvement of sintering temperatures increases the bending strength of FA-GL composite but its improvement is highly varied base on the percentage of glass waste content in the specimen. The melting glass will fill pores and also functioned as matrix between fly ash particles to formed FA-GL composites, so that has an effect on the increasing of density and bending strength.
In general, improvement of compaction pressures was caused increasing of bending strength and its improvement of which approximately equal in each specimen with various percentage of glass waste contents and sintering temperatures. At the same sintering temperature, it can be seen that the specimen with higher percentage of glass waste content can produce higher bending strength compared to the specimen with lower percentage of glass waste content, this might be caused by melting temperature of glass waste powder which is lower than of fly ash. At the specimen with addition of glass waste as shown in Fig. 1 (a, b, c, and d), it can be seen that the bending strength is increased sharply with increasing sintering temperature from 900 to 1050 °C and gradually decrease at the sintering temperature of 1050 to 1100 °C. Fig. 1(e) shows the bending strength of specimen without addition of glass waste powder (100FA-0GL). It can be seen that the increase of bending strength is not significant in the early stages of sintering (900 to 950 °C), this might be caused by the fly ash particles that has started to necking, so that the percentage of porous in the specimen is still be high mainly in the specimen with lower compaction pressure. At sintering temperature from 950 to 1100 °C, the bending strength is increased sharply because of fly ash particle begin to become soft and reduce pore size in the specimen.
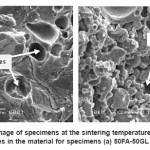
The highest bending strength in each group of specimen is reached at sintering temperature of 1100 °C, with exception of the 50FA-50GL specimen where the highest bending strength is reached at sintering temperature of 1050 °C and gradually decreased with increasing of sintering temperature from 1050 to 1100 °C. In the temperature of 1050 °C the 50FA-50GL specimen has reaches fully dense because of glass waste particles fully melt and reducing all pores. However, increasing of sintering temperature from 1050 to 1100 °C caused some compounds and elements started to be burned and generated the gas bubbles trapped into the materials where they will be pores after the materials were cooled as shown in Fig. 2. The highest bending strength in this study is 44.53 MPa obtained from 50FA-50GL specimen at the sintering temperature of 1050 °C with compaction pressure of 130 MPa.
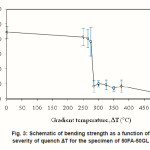
From the test results of bending strength as shown in Fig. 1, the specimens that produced the highest bending strength were chosen as a specimen for thermal shock testing. The selected sample is the specimens with compositions of 50FA-50GL at sintering temperature of 1050 °C and compaction pressure of 130 MPa. The specimen reheated at various temperatures of 275, 290, 300, 310, 325, 350, 375, 400 and 500 °C and followed by quenching into a medium of ambient temperature of water (25 °C). After drying in an oven at a temperature of 105 °C for 30 minute, the bending strength test was then done on the thermal shocked specimen and the typical results of such experiments are shown in Fig. 3.
From the result showed that at gradient temperature ( ΔT) from 0 to 265 °C the bending strength was reduced approximately 9.38 % from the bending strength of the specimen without thermal shock treatment. When ΔT = 275 °C the bending strength reduced approximately 14.32 % and at ΔT = 285 °C the bending strength decreased sharply to 8.49 MPa or decreased around 80.93 % from the bending strength of specimens without thermal shock treatment (44.53) MPa. In these conditions the specimen has been a failure, so that the further increase of ΔT no longer affected on the change in bending strength. The result indicates that a critical value of the gradient temperature ( ΔTC) occurred between the temperatures of 275 °C to 285 °C. At the gradient temperature of 300 to 375 °C the retained bending strength tends to constant and gradually decreases at the gradient temperature of 375 to 475 °C.
Fracture surface topography as results of bending test of specimens after thermal shock treatments at various temperature gradients ( ΔT) is shown in Fig. 4. In the specimens without thermal shock treatment ( ΔT = 0 °C) the fracture surface of the specimen does not show any defects caused by thermal shock (Fig. 4.a). However, in the specimens with ΔT = 265 °C (Fig. 4.b) shows that defects in the fracture surface start to appear but still in little amount and it does not cause a significant decrease in bending strength. According to Barsoum (1997), for small T values the preexisting cracks will not grow and the material will not be affected by the thermal shock. However, if the thermal shock is large, the many cracks present in the material will extend and absorb the excess strain energy. When ΔT = 275 °C (Fig. 4.c) thermal stress in the material becomes so great that the strain energy also increases. In this case the strain energy in a material strong enough to cause crack propagation, causing decrease in bending strength. When ΔT = 285 °C (Fig. 4.d) the cracks that arising in the material become more numerous and spread out, so absorb the excess strain energy stored in the material. In this condition the material has experienced a total failure so that further increase the value of ΔT will cause defects in the materials will increase as shown in Fig. 4(e to i).
Figure 1: Bending strength of FA-GL composites as function of sintering temperatures and compacting pressures for specimens (a) 50FA-50GL, (b) 70FA-30GL, (c) 80FA-20GL, (d) 90FA-10GL and (e) 100FA-0GL
Figure 2: SEM image of specimens at the sintering temperature of 1100 °C that showing the pores in the material for specimens (a) 50FA-50GL and (b) 100FA-0GL
Figure 3: Schematic of bending strength as a function of severity of quench ΔT for the specimen of 50FA-50GL
Figure 4: Surface fracture topography of specimen as function of various temperature gradients for
(a) ΔT = 0 (raw material), (b) 265 °C, (c) 275 °C, (d) 285 °C (e) 300 °C, (f) 325 °C, (g) 350 °C, (h) 375 °C and (i) 475 °C
Conclusion
Based on the results reported in the present investigation, the following conclusions can be drawn:
Chemical composition of calcined fly ash and glass waste contains SiO2, Al2O3 and CaO as the main constituents which this compounds can be a good raw material in the making of FA-GL composites.
Addition of 50% glass waste powder into calcined fly ash will increase bending strength of FA-GL composites. The highest bending strength value is 44,53 MPa obtained from a specimen with addition of 50% glass waste (50FA-50GL), compacting pressure of 130 MPa and sintering temperature of 1050 °C.
Rapid cooling of FA-GL composites will often result in its failure. The bending strength of FA-GL composite would decrease sharply around 80.93 % from its original strength when subjected to temperature gradient of 285 °C.
The critical value of the gradient temperature (DTC) occurred between the temperatures of 275 °C to 285 °C.
References
- Balfas, M., Jamasri, Wildan, W. M., Kusnanto, The influence of sintering temperatures on the mechanical properties of glass ceramics made from coal fly ash and glass waste, Material Science Research India 5(2): 227- 234 (2008).
- Barsoum, M. W., Fundamental of Ceramics, McGraw Hill Book Company, Inc., New York(1997).
- Cheng, T.W., Ueng, T.H., Chen, Y.S., Chiu,J.P., Production of glass-ceramics from Incinerator fly ash, Interceram, 28: 779-783(2002).
CrossRef
- Kim, J.M., Kim, H.S., Processing and properties of glass-ceramics from coal fly ash from a thermal power plant through an economic process, Journal of the European Ceramics Society, 24: 2825-2833 (2004).
CrossRef
- Mangutova, B., Angjuševa, B., Miloševski, D.,Fidancevska, E., Bossert, J., Miloševski, M.,Utilisation of fly ash and waste glass in production of glass-ceramics composites,Bulletin of the Chemists and Technologists of Macedonia, 23(2): 157-162 (2004).
- Monteiro, R.C.C., Mota, C.S., Lima,M.M.A.R., Recycling of coal fly ash by ceramic processing, Proceeding of International RILEM Conference on the Use of Recycled Materials in Building andStructures, 9 – 11 Nopember 2004,Barcelona, Spain, pp. 982-987 (2004).
- Park, Y.J., Heo, J., Conversion to glassceramics from glasses made by MSW incinerator fly ash for recycling, Interceram,28: 689-694 (2002).

This work is licensed under a Creative Commons Attribution 4.0 International License.